Eye For Detail
ACMA Newsletter
ACMA Newsletter
Autumn

Clayton Roxborough ACMA Chairman
Is steel the next luxury commodity?
Joseph Stalin ordered the construction of the Iron and Steel Works in Mariupol in 1930 — one of his mega-projects to industrialize the Soviet Union. For a time, the complex was one of the world’s largest steel mills. Nearly a century later, another Russian leader with a Stalinist bent, Vladimir Putin, ordered its destruction.

The bombs falling on the blast furnaces of Mariupol are a symbol of how the war has turned the steel market upside down. The world is fixated on the war’s impact on global energy markets. The surge in oil and gas prices have dominated the headlines. But alongside oil, steel is a foundation of the modern economy.
Now Russia’s invasion threatens to turn steel into a luxury commodity. Prices have surged and the rally will be felt everywhere, adding to global inflationary pressures.
(Bloomberg March 2022)
Steel Price Boom
For central banks around the globe, the steel price boom is another inflation headache. Meanwhile, governments and industry alike will have to grapple with price increases and the parallel threat of potential shortages in coming months. Indeed, many Australian fabricators are already concerned with the increased lead-times for even the most common steel sections. The cost of hot-rolled coil has reached record highs across world markets, including Australia. In Europe, the price is up nearly 250% from just before the onset of the Covid-19 pandemic.
With the Ukraine war sending gas prices higher, European short-term power prices have also surged, peaking earlier this month above 500 euros per megawatt hour, or about ten times higher than before the crisis. The price jump forced many steel mills from Spain to Germany to shut down or reduce output, running at full capacity only at night when electricity is cheaper.

On the local front, making any sort of prediction in these uncertain times is an activity fraught with risk. A prediction that may have appeared insightful at the outset of the year may soon be proven to be misguided, if not hopelessly wrong.
A significant issue for construction costs in the near term is fluctuating energy and commodity prices, which flows through directly to key materials, including structural steel.
As part of a competitive tender process, contractors would historically hold their prices for up to 90 days. Over the last six to twelve months, contractors right across the market have cut back significantly on how long they can guarantee their prices in response to fluctuating material prices and extended lead-times.
The risk of escalating material prices on financial viability for building contractors should not be underestimated. Clear examples of this are the two major contractors that recently went into voluntary administration within weeks of each other – Probuild and Condev. This is an indication of a worrying trend in the sector, and I am sure we will hear more about contractors under financial strain in the months ahead.
However, it’s not just the big builders where this will be a problem, but also those at the subcontract and trade contract level. It’s a domino effect we need to avoid. The more trade contractors that get into financial difficulty, the less contractors there will be to deliver the work that is coming.
Skills shortages in the construction sector
We have also been hearing about skills shortages in the construction sector for some time now with job vacancies on the rise since late 2019. While our interstate and international borders are reopening, it will take years for international migration to recover to pre-lockdown levels. Some experts are saying that this lack of migration is exacerbating existing labour and skills shortages and will be the defining challenge of the decade for the sector and is likely to bite the hardest in 2023 and 2024 when major projects are expected to land.
Many commentators expect federal and state governments to continue to support the economy with the construction of economic and social infrastructure. The 2022 federal election, as well as state elections in Victoria and South Australia, also present opportunities for announcement of new major infrastructure projects to add to the already burgeoning pipeline.
We have seen the Queensland government offering cash incentives for building trades to move to that state to deal with the surge of re-construction work brought on by recent flooding events.

So far, this shortage has primarily caused project delays, but it is expected that wage pressures will be experienced right across the industry during the next 12 months. While at the beginning of the pandemic we saw clients and contractors working collaboratively to address labour or materials shortages and delays, we are starting to see clients move back to a ‘business as usual’ mentality.
We need to change
On the plus side, construction is recovering in a post-lockdown environment and Government investment in infrastructure is anticipated to continue over the next few years, but new challenges and global shifts are already putting pressure on the construction sector’s ability to take advantage of this forward momentum.
The world has shifted significantly in a relatively short period of time. However, in Australia, we are still effectively building the same way as we have done for the last thirty to forty years.
The construction sector has traditionally been slow to innovate because the margins available for innovation are relatively slim, or there has been a time pressure to deliver on a deadline or a political promise. However, as new construction methods are adopted, and the more it becomes embedded in the culture of the industry, that upfront investment will be eased quite quickly.
One way of addressing future uncertainty in the construction sector is to look at how we can deliver increased productivity, albeit with an upfront cost. If we can collectively improve productivity in design and documentation by 1 or 2 per cent – for instance, by investing in technological solutions, multi-discipline collaboration, and local training – or by reducing wasted effort and re-work, then we greatly increase what we can deliver, while at the same time reducing our exposure to global impacts.
Until next time, I hope you enjoy the collection of articles we’ve gathered for this edition of the Eye for Detail.

By ACMA Committee
In September and October 2021, the ACMA arranged for three separate groups to tour Watkins Steel and Holovision’s facilities in Banyo, Brisbane.
Watkins Steel is family-owned and operated steel sub-contractor with over fifty years of specialising in structural steel and metalwork processing and fabrication. Sister company, Holovision, specialises in Reality Capture and 3D Laser Scanning and the use of this data in steel detailing, driving robotic processing and advanced visualisation solutions.
Both companies have always welcomed other organisations from various industries interested in learning more about their innovative processes and technologies by hosting tours of their facilities.
The tours commenced with a meet-and-greet with Holovision’s Operations Manager, Brendan Jakubenko. R&D Manager & Robotics Engineer, Dr Vitor Bottazzi, introduced the ACMA groups to Holovision’s capabilities through various industry examples, including projects using Trimble for an end-to-end digital workflow, 3D laser scanning, drone photogrammetry, Tekla 3D modelling to feed the fabrication shop beam line, and visualisation through virtual and augmented reality devices such as the HoloLens.


The use of these innovative technologies has offered solutions to projects such as :

The Watkins Steel workshop tour was hosted by Drafting Manager Reuben Wilson, who stepped groups through the robotic beam line, which includes:


The tours were very informative, and the Watkins Steel and Holovision team were open to answering any questions from the tour groups and gave ACMA members the chance to experience their innovative technologies themselves.
Thank you to Watkins Steel and Holovision for their fascinating insights into how local fabrication is moving forward and traditional workflows are advancing with the latest technologies.
John Magnussen
DBM Vircon

Due to Covid lockdowns at the time, the tours were postponed several times before we were able to set a date that worked for both parties and Government regulations. The ACMA would like to thank Watkin Steel and Holovision for their perseverance and commitment to the ACMA in providing this opportunity for our members.

By Phil Shanks
On the 20th of April this year, the first of four BIM events were held at QUT in Brisbane.

BrisBIM events have been cancelled time and time again over the past few years due to Covid lockdowns and this one was the 9th year of BrisBIM, with Cadgroup as sponsor. Cadgroup were the first sponsor of the very first BrisBIM event 9 years ago and we were very pleased that they continue to support this event.
The Title of this event was lessons learnt in BIM, with the subject and speakers being:
Each speaker had 10 topics within their subject matter, for which to describe problems or concerns they have faced in BIM. The intention of the session wasn’t to necessarily just lay out a list of complaints, but to bring awareness to issues known in BIM which waste a lot of time and or don’t work well, and then make suggestions on other ways to do it better.
At the beginning of the presentation, Nathan Hildebrandt advised, at the start of each speakers slide would be a QR code, which if scanned on the phone would take the viewer to a survey site where they could rate each topic – Strongly Disagree, Disagree, Neutral, Agree or Strongly Agree.
This data has been collected and every topic was rated by people in the audience and now the committee of BrisBIM are working out how best to distil the results to determine what angle to take next.
By the time the next event rolls out on the 15th of June, im sure this information will be discussed in some capacity.
The topic of the event in June will be on Infrastructure, and the speaker line up is being finalised now.
If you aren’t on the mailing list for BrisBIM events and like the idea of hearing progressive ideas regarding technology and wish to network with other like-minded piers, I suggest you sign up for the event emails on the web link, under the Contact section.
The events pre covid attracted 150 attendees and more. We believe we were at around 100 at this event, which is a decent turn out and does show the hunger people still have for live events.

Construction modellers and Steel Detailers have a lot to offer at these events, as our models are generally of the highest LOD and are widely used and trusted. The more representation we have at events such as BrisBIM, where a high degree of the attendees are design consultants, the more recognition we get! I encourage your attendance and feedback?

By Timothy Rachow
Based just outside of Newcastly in Thornton, ArmorGalv® Autralia is the first plant of its kind in this courntry. Their ArmorGalv® Coating Technology is the trade name for Thermal Diffusion Galvanizing.
During the process, a uniform, sacrificial, zinc-iron coating is applied to any ferrous item using a metallurgical vapour diffusion. ArmorGalv® is a corrosion resistant and abrasion resistant coating solution that helps increase part life, even in the world’s harshest mining and marine environments.

ArmorGalv® is the trade name for a thermal diffusion galvanizing technology. It is a method of applying a uniform, sacrifcial, zinc-iron alloy coating using a metallurgical vapor diffusion process. ArmorGalv® can be applied on many surface types including powder metal, steel, stainless steel and castings and forgings. Using a thermal diffusion galvanizing process, multiple layers of zinc‐iron alloy are formed, from a super corrosion resistant gamma layer to a compact delta layer and then the zeta layer.
Clive Jones (General Manager, ArmorGalv Australia) said, “Think of an onion, with each layer harder and more corrosion-resistant than the previous one—that’s basically what the ArmorGalv® process achieves.ArmorGalv® is tough—it’s very hard. This toughness comes from the fact that it is a baking process. The zinc bakes, turns into a vapour, and then bonds onto the metal. The toughness is then locked in, with the component’s service life increased by as much as 10 times.
“It’s high corrosion and abrasion resistant. It’s just about impossible to chip it, or crack it, and its easy to crimp and bend. So, it’s great to use on spring steel—it bends, rather than cracking. Threads are a particular area where you really need reliable tension. Anything that is under tension or stress is perfect for the ArmorGalv® process.”
“High tensile metals are prone to embrittlement when they’re affected by too much heat. With our process, this isn’t a factor. So we specialise in high tensile materials. Plus, if you need to apply a top coat, no other preparation is required. It is an excellent substrate for paint, e‐coat and over-moulding with rubber or plastic.
To read more on this article published in the ASI Steel Australia Autumn 2022 magazine, click on the below link


By Timothy Rachow
This year’s update of the National Construction Code (NCC) has major implications for how the building industry procures fabricated structural steelwork for projects. The updated NCC references the latest version of the steel structures code AS 4100 which in turn references AS/NZS 5131.
Once the NCC 2022 is released in September this year, there will be a legal obligation for all parties in the building supply chain to ensure the steel fabrication for projects is being undertaken to meet the required construction category from Australian standard AS/NZS 5131 as specified in the contract documents. If a construction category (CC) has not been noted in the contract documents, then it automatically becomes CC2.
As part of the National Structural Steelwork Compliance Scheme (NSSCS), the Australian Steel Institute has prepared a full list of requirements to ensure fabricators are complying with AS/NZS 5131 which is available at https://www.steel.org.au/focus-areas/quality-and-compliance/nsscs-for-builders/.
The easiest way to ensure compliance with AS/NZS 5131 and the NCC is for fabricated steelwork to be supplied by a steel fabricator certified by Steelwork Compliance Australia (SCA).
SCA certified fabricators have competency and extensive knowledge of not only AS/NZS 5131, but the Australian steel material, welding and bolting standards that are referenced by both AS 4100 and AS/NZS 5131. They also have procedures in place to enable full traceability of all of the materials used in the fabrication process, to provide confidence that the components are fit for purpose, with the ability to identify and rectify any faulty components.
To enable piece of mind and reduce the risk of non-conformance only SCA certified fabricators should be used as they have been audited and certified against the specified requirements to match the level of the required construction category specified in the building contract.
A full list of certified fabricators is available at https://www.scacompliance.com.au/certified-companies/
If a fabricator is not on the list, then now is the time to encourage them to begin the certification process and be prepared for the release of NCC 2022.
For further information, please contact Phil Casey, ASI Compliance and Strategic Relations Manager at philc@steel.org.au

The 2022 Australian Steel Convention will bring together key industry leaders and innovators to discuss opportunities, showcase industry successes and examine what the future can and will look like.
Australian steel is vital to this country’s economy, stability, and growth. While the global stage is learning to adapt to an ever-changing landscape, Australia’s steel industry has an opportunity to thrive by delivering high-quality products through a robust and effective supply-chain.
As billions of dollars are being invested in both civil infrastructure and domestic homebuilding, the opportunities for the steel sector are immense. From research to design, manufacturing, and fabrication, through to installation, the future of Australian steel looks bright. Brighter still when consideration is given to the ever-growing dependence on steel across sectors and the burgeoning of a new era of endless innovative uses to propel Australia towards a new economy.
In an everchanging global landscape, the Australian steel industry needs to be prepared to adapt to advancing technologies, sustainability, and environmental concerns and a rapidly changing economic outlook. As an industry, Australian steel has shown its ability to innovate and adapt. In today’s environment, these qualities have never been more important.
Honest discussions, value for money propositions and the ability to think outside the steel box, will all be on display at this year’s convention to be held 9 – 11 October in Sydney. For further information and to register, please go to https://www.steel.org.au/news-and-events/convention-2022/
More information on the ACMA Forum to be held on the last day of the convention will be advised shortly.

How to reduce the risk of structural steelwork failing in your projects
ASI Queensland State Manager John Gardner recently presented the paper “How to reduce the risk of structural steelwork failing in your projects” at the 2021 Institute of Public Works Engineering Australasia Queensland (IPWEAQ) conference.
The paper and associated PowerPoint presentation discusses the trend towards the increased use of a Design & Construct procurement process on some projects which has served to drive steel fabrication and construction costs down, but sometimes at the expense of inadvertently using non-compliant structural steelwork. This has resulted in maintenance problems and potential failure or a shortened life of the structure. This is particularly relevant when the procurement process involves importing low-cost (and often non-compliant) steelwork from fabrication workshops in countries where regulatory and commercial practices do not necessarily align with the Australian community expectation for safety and risk.

A number of specific examples of non-compliances are covered including a case study of a failed steel truss alongside a roadway which highlights the risk and consequences of non-compliant product. The initial cost saving between local and imported fabricated steel for the project was in the order of $100,000, whilst the additional cost to rectify and rebuild the truss was over 8 times the initial cost saving plus the legal fees and associated stress. Reference is made to a recent ASI Technical Note (TN015) which provides an actionable framework to ascertain the compliance of structural steel.
Please assist!……as part of a targeted education campaign, ASI is seeking your assistance to identify the key influencers who would benefit from receiving information on this topic. Could you please assist by sending their name and business name to enquiries@steel.org.au
Click here to download a copy of:
Big City Life
By Simon Schmitt
Business Manager – Industrial Detailing at DBM Vircon
DBM Vircon are proud to announce that due to significant growth, we have moved our Perth office to a new, more central location. We believe our new space will be better suited for the direction and growth of the business as well as being at the doorstep of our major clientele.
In March, our Perth DBM Vircon team made the transition from the leafy suburb of Applecross into the heart of the CBD to Westralia Plaza, 167 St Georges Terrace. This marks an exciting new chapter in our Western Australia story, with over 50 years already served in the great state.

With this move comes a new fit out, complete with industry leading technology, exceptional facilities, and improved meeting and collaboration spaces. What won’t change is our premier construction modelling, detailing and digital engineering services.
The new facility makes room for a team of 100 team members, comprising of Industrial Detailing, Industrial Design and Digital Engineering. These Perth based business divisions help support DBM Vircon’s operations across four continents in eight countries, forming one of the most comprehensive and sophisticated 3D construction modelling, detailing and digital engineering companies in the world. With over 55 years’ experience in more than 25 countries worldwide, it has been a pleasure to bring such a fitting world class facility like this for our People to feel a sense of pride in.
The Location

167 St Georges Terrace is in the heart of Perth’s CBD, in close proximity to the familiar BHP building, freeway entrances and exits along with landmarks such as Elizabeth Quay and Kings Park.
The fresh 10 year old building is easily spotted from ‘The Terrace’ (the main street in Perth City) meaning DBM Vircon signage will be visible to 1000’s of people each day.

The Office Space
A major benefit of DBM Vircon Perth relocating offices, was the creative freedom to design a space that would suit our needs as a business today. A driver for the location, was to provide an office environment that our People were happy to come to each day. That meant including interactive and sociable collaboration zones, high specs for an aesthetic look and feel, as well as quiet areas and chill out zones. The working area was specially designed for collaborative and customisable work styles, and extensive greenery included which have been proven to improve productivity and reduce stress.
Our People not only have these innovative workplace collaboration areas but are also able to socialise around entertaining activities like a putting green, ping pong table, arcade machine, BBQ and glass door beer fridge on the balcony. This all makes for a great atmosphere whether on breaks or after work watching the football on the big screen.
We are certainly looking forward to welcoming our ACMA members to this facility for another member’s event night in the not too distant future.

By Clayton Roxborough
ACMA Chairman
During 2021 the ACMA sought nominations from the membership for positions to the board of directors. We are pleased to announce that the board has now appointed two new board members.
We welcome Simon Schmidt and Kane Nitschke to the board and look forward to working closely with these gentlemen in coming years.
New board members
Retiring Directors
We can also announce the retirement of two founding directors. Brad Backer and Peter Hempsall has spent over 20 years representing the Steel Detailing industry through their work with the Queensland Institute of Steel Detailers, the Australian Institute of Steel Detailers and the Australian Construction Modellers Association. The board would like to thank Brad and Peter for their tireless support and guidance and wish them both all the very best for a well-earned retirement.
We are also pleased to confirm to our members that we have 5 continuing directors staying on in their existing positions to maintain a stable transition in the leadership of the Association.
Continuing board directors
The Australian Steel Convention brings together key industry leaders and innovators to discuss opportunities, showcase industry successes and examine what the future can and will look like.
Four Seasons Hotel Sydney
Sunday 9 October – Tuesday 11 October 2022
Australian steel is vital to this country’s economy, stability, and growth. While the global stage is learning to adapt to an ever-changing landscape, Australia’s steel industry has an opportunity to thrive by delivering high-quality products through a robust and effective supply-chain.
As billions of dollars are being invested in both civil infrastructure and domestic homebuilding, the opportunities for the steel sector are immense. From research to design, manufacturing, and fabrication, through to installation and construction, the future of Australian steel looks bright. Brighter still when consideration is given to the ever-growing dependence on steel across sectors and the burgeoning of a new era of endless innovative uses to propel Australia towards a new economy.
In an everchanging global landscape, the Australian steel industry needs to be prepared to adapt to advancing technologies, sustainability, and environmental concerns and a rapidly changing economic outlook.
The Australian Steel Convention brings together key industry leaders and innovators to discuss opportunities, showcase industry successes and examine what the future can and will look like.
Join us in Sydney at Four Seasons Hotel Sydney for the 2-day program:
The Australian Steel Convention will feature sessions that cover:
For more information on the 2022 Steel Convention go to Australian Steel Institute – Convention 2022

Sydney Football Stadium
By Simon Schmitt
Business Manager – Industrial Detailing at DBM Vircon
THE NEW SYDNEY FOOTBALL STADIUM WILL BE A MODERN, WORLD-CLASS VENUE THAT PROVIDES SYDNEY WITH A SPORTING AND ENTERTAINMENT PRECINCT OF AN INTERNATIONAL STANDARD FOR DECADES TO COME. AS SUCH, IT’S LITTLE WONDER THAT THE STADIUM WILL BE HOME TO THE SYDNEY FC FOOTBALL CLUB, THE NSW WARATAHS RUGBY UNION TEAM, AND THE SYDNEY ROOSTERS RUGBY CLUB.
PROJECT TEAM
Client: Infrastructure NSW
Main Contractor: John Holland Group
Architect: Cox Architecture
Structural Engineer: Aurecon
Fabricator: S&L Steel
Temporary Engineering: Robert Bird Group, BG&E
Detailer: DBM Vircon
The New South Wales Government is investing $830 million in the development of the new 42,500 seat Stadium on the site of the now-demolished Allianz Stadium, which was completed in 1988 as one of Sydney’s major bicentennial projects.
The 62,000m2 Stadium is part of the broader development of the 8.7 hectare recreation and sports precinct at Moore Park, which encompasses a light rail line, walkways from central station, and revitalised community areas. The project will create new active spaces for patrons and the community, and increase New South Wales’ ability to host international, national and local events. Demolition of Allianz Stadium commenced in March 2019, with construction of the new Stadium beginning in April 2020. By mid-2021, nearly 1,500 pile foundations were installed to support the structure, and 200,000 tonnes of earthworks had been completed. The concourse structure was complete, and the structural roof steel was being installed.
In December 2021, construction had reached the 80% mark. Most of the structural roof steel was lifted into place and work started on the installation of the roof fabric. The stadium façade was almost complete, with 325 precast concrete panels and 980 curtain wall panels installed around the stadium.The Stadium’s offcial opening is scheduled for September 2022, in time to host the NRL Rugby League Grand Final in 2022 and the 2023 FIFA Women’s World Cup.
To read more about the “stadium design”, the “transformation and innovations in steel design”, “challenges and success”, “teamwork and collaboration” plus more on this article published in the ASI Steel Australia Autumn 2022 magazine, click on the below link


The ACMA would like to announce our Linkedin page. If you wish to contribute Construction modelling and Steel Detailer content, or simply wish to interact with other members who post content, please join:
https://www.linkedin.com/groups/2794899/
We have three admins of the site, so the join request should be reasonably swift.
The aim of this Linkedin group is to act as a platform for the board to post announcements, like the release of this newsletter to a wider audience, with a view to distribute material we believe is important to our members and the industry at large.
Please don’t use this platform for anything other than positive information. We want the standing of construction modelling and Steel Detailing to remain of a high standard and we wish for the wider Linkedin community to witness that.
As with many social networking sites, its easy to get caught up in banter which can sometimes get out of control. Any material which is not seen favourable to the ACMA’s cause will be immediately removed.
As an ACMA member the board invites you to join.


Hong Kong Airport Authority Deploys Connected Construction for Country’s Largest Ever Infrastructure Project
By Simon Schmitt
Business Manager – Industrial Detailing at DBM Vircon

Overview:
Since its opening in 1998, Hong Kong International Airport (HKIA) has grown to become one of the busiest airports in the world. In 2018, the airport served 74.7 million passengers, handled 5.1 million tonnes of cargo and accommodated 427,725 air traffic movements. With more than 120 airlines connecting to over 220 destinations worldwide, HKIA is a leading international and regional aviation hub.
To meet future air traffic growth, the Airport Authority of Hong Kong (AAHK) has embarked upon a major development project which will transform HKIA into a three-runway system (3RS), from the existing two-runway system (2RS).
The project, with a reported capital expenditure of $18 billion USD, eclipses that of the original airport mega project, becoming Hong Kong’s largest ever infrastructure spend. Once complete, HKIA will be able to serve an additional 30 million passengers annually. With the land reclamation recently finalized, work on the above ground infrastructure has commenced and it is expected that the new 3RS will be fully operational around the middle of this decade
Challenge:
The 3RS project is more than a new runway. Its scale is almost equivalent to building a new airport next to the existing one. The project involves reclamation of approximately 650 hectares (~1600 acres) of land directly north of the existing airport island.
A key element of the project is the Third Runway Passenger Concourse, which will encompass more than 280,000m2 of floor area, 57 new aircraft parking positions, and an apron. The aircraft concourse comprises 23,861 tonnes of steel sections, with 79,374 individual sticks of steel, generating 74,103 connections.
To illustrate the sheer size and scale of this aviation mega project, if the concourse structure was to be stood vertical, it would be 785m in height—making it one of the ‘tallest’ buildings in the world.

Along with this bold new upgrade, the AAHK knew that an equally bold execution plan was needed in order for them to achieve their objective. They wanted to move away from the traditionally staged, siloed mentality that is usually associated with major infrastructure projects.
With the scale of this initiative and the very tight schedule constraints, they needed an innovative approach to construction that would enable them to maximize productivity through improved project workflows.
As a result, the AAHK engaged DBM Vircon, a premier construction modeling, detailing, and digital engineering company to work alongside the lead engineering firm, AECOM. At an early stage, it was mandated that these teams work collaboratively, utilizing a buildable information modeling software to develop 3D models with millimeter accuracy. In addition, the use of a common data environment was required to coordinate the enormous amounts of data that would need to be securely managed.
The Solution: Trimble Connected Construction and Team Collaboration
This type of project delivery is a fairly new, unique process, particularly for a project of this size. As such, DBM Vircon in collaboration with AECOM turned to Trimble to help connect stakeholders across each phase of the project with digital construction solutions like Tekla Structures and Trimble Connect.
Both DBM Vircon and AECOM have a long and proud history of using Trimble products to help deliver successful project outcomes and they were confident that these solutions would meet AAHK mandates through the development of collaborative workflows and improved team productivity.
For example, instead of using traditional 2D drawing deliverables, the project engineer exported parametric analysis geometry directly from their engineering wireframe software – Rhino. This was passed directly through Grasshopper into a Tekla Structures model share arrangement, using Trimble Connect, where both AECOM and DBM Vircon could easily collaborate. Future updates to geometry could then be pushed into the shared model via scripting. The engineering team used these shared models for design verification and to produce their planning documentation for statutory approvals.
Change management controls were also critical once Rhino geometry updates were no longer possible due to thousands of connections being added to the models. Careful tracking of wireframe movements were required if steel was found to be misaligned or needed to move. Tekla and Trimble Connect were used to enable these functions to be carried out.
Another innovative solution made possible by Tekla Structures and Trimble Connect open source platforms was the use of Parametric Custom Components. A key challenge to this structure was the concourse roof featuring a subtle whaleback curve. While the geometry is similar bay-to-bay, it was different enough that each bay of steel was slightly dissimilar to the next. DBM Vircon was able to take these varying parameters of ever changing geometry, member sizes, plate thicknesses, welds and bolts quantities and develop parametric custom components, complete with engineered checking data, to control over 60,000 (82%) of these connections.

(The image above is a placeholder for the video – we can insert the updated version of DBM Vircon video showcasing collaborative use of Tekla and Trimble Connect once complete)
With 23,861 tonnes of steel in the roof and façade structure and 79,374 sticks within the seven Tekla models, the heavy use of parametric custom components enabled DBM Vircon to rapidly connect geometry that would otherwise have been extremely repetitive and time consuming. Likewise, connections that were required to change due to design updates could be updated on mass, far quicker than updating manually created ones.
A custom set of connection parameters were exported from Tekla to Excel allowing AECOM to rapidly check a set of parametric connections covering a wide range of variables. This ensured consistent output of modeled connections over having to individually check many manually applied components. DBM Vircon achieved ratios in some models of 100 parametric components controlling 10,000 connection locations.
Results:
“Whilst fabrication is only just commencing, a number of benefits have been identified, said Rick Sheldon, Project Manager at AAHK.
The collaborative process required DBM Vircon and AECOM to work to a coordinated program, resulting in AAHK having a much clearer understanding of the status of the structural steel design, in particular the connection designs, and the Architectural construction detailing. This provided greater certainty with the tender quantities. The transparency afforded by AAHK’s access to Trimble Connect provided greater certainty with tender quantities, resulting in reduced tender risk.
The process basically eliminated the usual requirement for significant RFI’s post award as AECOM addressed these prior to tender. It is believed this will also considerably reduce the potential for delays claims.
A more complete set of structural information was able to be provided to the Tenderers, in terms of extent of steelwork (increased to include sometimes neglected secondary steelwork) and the extension of the usual typical 2D structural connection details into the specific detailing required of the Tekla model. Both of these should result in reduced risk for the delivery of the project.
The collaborative processes developed by DBM Vircon and AECOM for the design stage have been extended into the Construction stage. A slightly modified version of the design workflow is being used by the Contractor to incorporate his changes into the Tekla Model. Such changes include those required by the Contractor’s Erection Phase Analysis Consultants to implement their EPA related changes and precambers, the steel fabricator for his fabrication preferences and also the various subcontractors for the MEP services, roof and façade subcontractors for their brackets and secondary steelwork fixings. This is also being managed through Trimble Connect.”
“We’re most proud of the teamwork and collaboration displayed by all project stakeholders, particularly in the wake of the major disruptions and dislocations caused by the COVID-19 pandemic. Tekla Structures and Trimble Connect played a major role in enabling this collaboration,” said Simon Schmitt, Business Manager at DBM Vircon.
“Trimble Connect allowed for a fully traceable 3D platform where all project stakeholders could collaborate seamlessly, regardless of their physical location. It offered a reliable solution for information transfer and tagging of ToDo’s which was an integral part of how the engineering team completed their checks of the live 3D detail model environment.”
Results by the numbers:

Vince Rehbein
By Clayton Roxborough
Six years ago, Brisbane Drafting Service (BDS) was one of the largest and most enduring steel detailing companies in Australia. In 2016 the business was aquired by US based conglomerate, DBM Vircon.
For Queensland based steel detailers, BDS was seen as a powerhouse of the industry. As a prolific trainer of cadets and development of new talent, Brisbane Drafting Service was a veritable breeding ground for highly skilled draftsmen, many of whom went on to filter throughout the steel construction industry in various engineering, design and drafting offices across the country.
On a personal note, BDS was the first employer in my steel detailing career. In 1986 I completed my 4 year long cadetship at their office in Tribune Street South Brisbane and years later, BDS was one of my first clients when I struck out on my own.
But the BDS story goes a long way back, well before my time. In this edition of the “Eye for Detail” we hear from the man who was the driving force behind this Queensland institution, Mr Vince Rehbein. WhenVince retired in 2007, the BDS group consisted of 8 offices across 7 countries.
Since then Vince has maintained an interest in the happenings of the steel detailing industry, here in Australia and around the globe.
The early days of Steel Detailing in Australia
A memoir by Vince Rehbein
I left school at the end of 1959 after completing Year 10 At the Christian Brothers High School in Bundaberg, Queensland. I was then very fortunate to obtain a cadetship with Evans Deakin & Co’s drawing office at Rocklea. In July, 1965, Neil Cooke, another EDCO detailer, started Brisbane Drafting Service and asked me to join him. I eventually bought out Neil’s share in 1975.
Neither Neil or I had any capital so all our initial furniture was purchased at Queensland government used equipment auctions. Our first drawing benches were made by a mate I played football with who was an apprentice carpenter. The tops were domestic doors.
In 1965 there were no independent drawing offices specializing in shop detailing in Brisbane. There was one operating in Sydney (Sydney Drafting Service) although specialized Shop Detailers had been operating in the USA for a number of years. Draftsmen that were efficient in speed and accuracy would leave after completing their cadetship at EDCO and get a job with SDS because they were paid according to their ability. After “moonlighting” at home for a couple of fabricators I joined Neil at BDS.
We had to sell the idea of subcontracting work to us when the fabricator had his own drawing office before we even got to price and delivery. Because of the excellent training at EDCO we could offer our personal abilities of accurate and efficiently priced work.
Our first office was under the house of Neil’s parents’ home in Dutton Park. We eventually moved to an office in Kangaroo Point, then Montague Road (West End, Brisbane) and then built our own office building in Tribune Street (South Brisbane). As we eventually needed more space we built another building on an adjoining block. BDS stayed at that location until it was sold to DBM in 2016. Over the years as we acquired more and more work we needed to expand and at times had two other offices in Montague Road, as well as one at the corner of Vulture Street and Grey Street and another in Stanley Street where the Queensland Children’s Hospital now stands.
There is an interesting story behind the office in Stanley Street. When Geoff and I inspected it prior to purchasing it we noted on the second floor there were a number of, say 4m x 3m, rooms complete with a separate shower!
Our first office outside Brisbane was in Townsville from 1966-68. We also had offices in Melbourne, Jakarta and Singapore along the way. The Singapore office was a joint partnership with Keppel Shipyard.
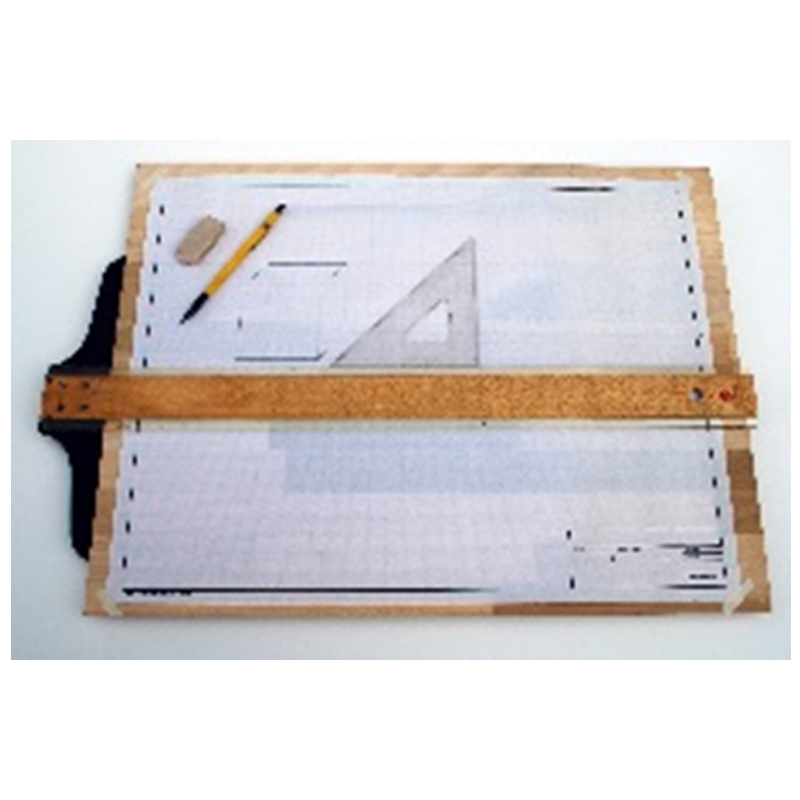
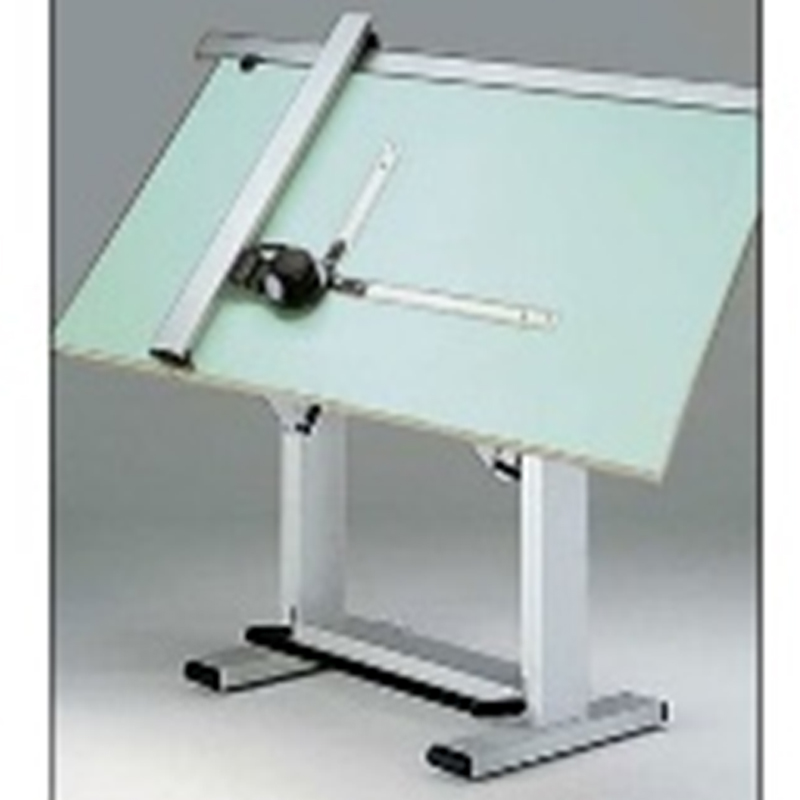
Mounted on the desks were drawing boards at an angle of approximately 20 degrees. Lines were drawn using a Tee Square and an adjustable set-square. Later we progressed to drafting machines, then 2D Computer Aided drawings and finally 3D models.
In those days it was an industrial right to have a 20 minute break for “morning tea” and “afternoon tea”. Some of the senior draftsmen at Evans Deakin liked a cup of hot tea for “morning tea” and had their own “billies”. (a used 500ml jam tin [can] with a wire handle). It was a chore of the first year cadets to take the billies downstairs to a hot water urn and make the tea for those who enjoyed their cuppa. At BDS I thought that quite unproductive and put it to the office that if we purchased one of these new fan-dangled coffee machines they could have as many cups a day as they liked but must drink it at their desks, with no break. That idea was unanimously accepted (well almost).
Back then engineering drawings were produced using ink pens on tracing paper. Various thicknesses of lines were accomplished with a “ruling pen”. The width of the line was made by adjusting the tips of the pen with a screw. One of the major setbacks of ink on tracing paper was in erasing. What needed to be erased had first to be scratched off the paper using a razor blade and then the roughed surface had to be smoothed with a hard “rubber” or eraser.
All drawings then had to be reproduced as a “blue print”. This was another cumbersome and time-consuming process. The drawing was placed on a light sensitive and chemically coated sheet of paper which was passed through a high intensity light machine. Then the paper was placed in a bath of acid which reacted with the remaining chemical coating for some minutes. The sheet was then soaked in a bath of water to remove the acid and then each sheet had to be hung in a drying room before being able to be used! An extremely slow process.
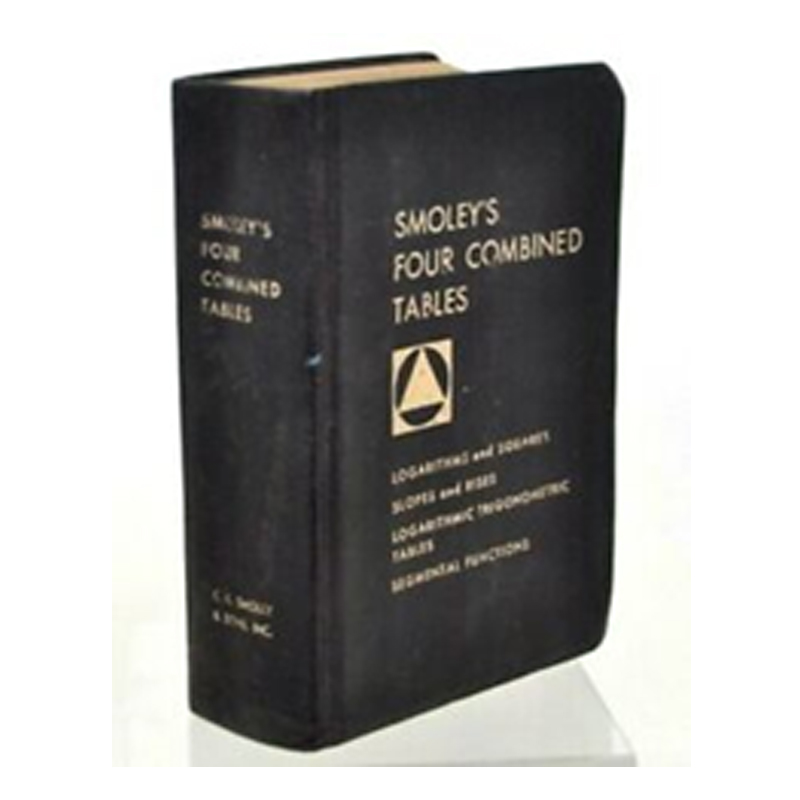
Trigonometry calculations had to solved the hard way. We had a book of tables called “Smoley’s Four Combined Tables” (200 deep x 140 wide x 70 thick). To calculate the hypotenuse of a triangle (say base of 15’-6 ½ ” and a height of 9’-8 5/8”one had to look up the logarithm of the square of 15’-6 ½” and then add that to the logarithm of the square of 9’-8 5/8”. The resultant was then converted by looking that number in the anti-log square root tables to arrive at 18’-3 15/16”. That also gave a “slope” of something in 12 (in this case 7 ½ in 12). That was how the boilermakers set out gusset plates, etc.
Design calculations were done with a “slide rule”, also using logarithms. The answer being approximate as one had to read the resultant off a scale of the rule.
The most interesting project we ever worked on was detailing all the mechanical parts on the rotating and opening roof of the Sliding Springs Observatory in NSW. For this we opened a separate office in Montague Road, West End, Brisbane, and hired a mechanical engineer and specialist mechanical draftsmen to complement our guys.
Over the years BDS worked for some of Australia’s leading fabricators at that time:
Allco, Newcastle, Transfield, Sydney, Johns and Waygood, Melbourne, T. O’Connor & Sons, Adelaide,
Forward Down, Perth, as well as, Krupp Industries, Germany – cement plant in Malaysia, United Engineers, Singapore – sugar terminal in Mauritius.
In 1970 I visited the USA to see how the business operated over there. One of my mates, Tom Fitzgibbon, a former employee and former detailer at EDCO, was then working at a detailing office in Los Angeles (Draftech, Inc). I visited several other offices across the US. One of the eyeopeners was to see they created their drawings with pencils on vellum paper. This looked so much more efficient than ink on tracing paper which was the way we were doing it in Australia. Vellum was not available in Australia so we imported some rolls from the US.
When large photo copiers became available I decided we could do our drawings in pencil on ordinary white paper. We had come a long way and our efficiency improved monumentally.
Next we purchased our first computer that could do trigonometric calculations. Guys had to prepare the calculations they needed solving and then book a time on the computer! Another innovation was the introduction of the Telex machine where we could send typed messages to clients. Its main set back was the noise it made typing the text and sending and for this reason had to be kept in a closed 1m x 1m room. But then came the fax where we could send sketches. And now e-mail and 3D models !!!!!!!!!
When the 1990 recession hit us, we had been through two previous ones, I thought we needed to look for work outside Australia and headed off to the USA and cold knocked on doors. I received a few knock backs but with a couple of positive hearings I opened an office in Sacramento, California, 10 years later we moved this office to Phoenix, Arizona. Bear in mind the logistics of that time. Drawings had to be shipped from Australia to the US by courier and took a number of days. But by offering quality work and keeping deliveries it went from success to success.
In the early 1990’s CAD systems became available and I was keen that we stay up to date with all the new programs being offered. I firmly believed this was to be the future and we tried several software programs. In 1995 I sent Kerry Lindemann and Wayne Morrison on a trip overseas to see what was available. They went to the USA, UK and France.
A former employee and manager of our Melbourne office, Lorraine Conetta, at the time was working for a fabricator in Kuala Lumper, Malaysia, and called me to say she was using a program called X-Steel and thought it was by far the best 3D CAD system she had seen. It came from the UK. Kerry and Wayne were still over there so I made an appointment for them to visit the offices of CSC Computing. After seeing the performance of X-Steel software they were excited and suggested I get to the UK to see it for myself.
This I did and negotiated a deal where BDS would purchase a large number of licenses and be given the dealership for X-Steel in the Asia-Pacific area.
As the largest licensee of X-Steel in the world at that time we had the opportunity for input to Tekla in its ongoing development of what became the pre-eminent 3D package in the world. Tekla was extremely committed to this work.
When I sold the business in 2007 we had 8 offices in 7 countries. Brisbane, Auckland (NZ), Oxford and Nottingham (UK), Vancouver (Canada), Phoenix (USA), Bangkok (Thailand) and Chennai (India). After the business was sold to DBM in 2016 they subsequently acquired PDC in Perth and Candraft in Vancouver, Canada. The new organisation, DBM Vircon, employs over 800 detailers worldwide. It is still headquartered in Brisbane.
We took pride of engaging 2 or 3 cadets each year and training them in the ways we were taught at EDCO – a training system second to none. The most critical attribute in selecting a cadet was their ability at Maths. They were the days when detailers had to be experts in trigonometry and geometry and most of all they took great pride in their hand printing (copybook style), an art that has been lost these days. In the early 80’s there was a serious shortage of detailers and combined with our workload we were able to employ detailers from South Korea and the Philippines as temporary immigrants who in time became Australian citizens.
We were not the first steel detailing company in Australia but we certainly led the evolution of the industry from horse and buggy to jet engine.
Thanks must also go to the dedicated BDS employees in perfroming and delivering a quality service for our clients worldwide. One other matter that gives me great pride is knowing that several of the guys who were trained at BDS eventually started their own businesses.
I could never have accomplished what we have without the support, commitment and loyalty of Geoff Graham, Chris Bellis, Brad Backer, Kerry Lindemann, Peter Harper and Cam Elms. They were my confidants and kept the wheels turning. I also owe special thanks to Brian Donaldson (Auckland), Vaughan McClear (Bangkok), Ian Belcher (Oxford) and Wayne Morrison (Pacific Computing).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}